
 EN
ENKaixin, high-tech společnost specializující se na výzkum a vývoj, výrobu a prodej polymerových potrubních ventilů.
Konstrukce a způsob instalace potrubí
1. Řezání
Rovné trubky lze snadno řezat jednoduchými nástroji, jako jsou kotoučové řezačky plastových trubek, elektrické pily nebo pily na řezání plastových trubek s neporušenými zuby. Při řezání se snažte zajistit, aby byla trubka řezána svisle a naplocho. Čím svislejší je povrch řezu trubky, tím větší je lepicí plocha.
2. Odstraňování otřepů
Pomocí srážecího nástroje nebo pilníku odstraňte štětiny uvnitř a vně konce trubky. Doporučuje se také použít vhodné zkosení, aby se tryska snadno dostala do náboje a snížila se možnost setření rozpouštědlového lepidla na příslušenství.
3. Příprava příslušenství
Čistým suchým hadříkem otřete prach a vlhkost na povrchu spoje trubky a tvarovky. A zkontrolujte zkušební připojení trubky a armatur. Trubka z UPVC by měla být schopna snadno vstoupit do objímky tvarovky 1/2 až 3/4 hloubky a trubka z CPVC by měla být schopna snadno vstoupit do manžety tvarovky 1/3 až 1/2 hloubky.
4. Naneste čisticí prostředek
Při spojení trubky a tvarovek je třeba povrch lepeného spoje penetrovat a změkčit čisticím prostředkem, aby se zlepšil tavící účinek rozpouštědlového lepidla. K nanesení čisticího prostředku použijte aplikátor nebo štětec o průměru poloviny trubky (ne hadrem). Naneste rovnoměrně na vnější povrch konce trubky a vnitřní povrch hrdla tvarovky. Velké potrubní tvarovky by měly být spojeny nebo by se měl počet a množství aplikací v případě potřeby zvýšit, aby se zajistil účinek změkčení povrchu.
5. Naneste rozpouštědlové lepidlo
Rozpouštědlové lepidlo je nutné nanést po dokončení čisticího prostředku na povrch tuby. Spojovací plocha musí být nasycená a změkčená. Viskóza by měla být aplikována štětcem s přírodními štětinami, který má polovinu průměru tuby. Na vnější stranu konce trubky by měla být nanesena silná vrstva lepidla a na vnitřní povrch hrdla tvarovky by měla být nanesena střední tloušťka lepidla. U trubek větších než DN50 naneste druhou vrstvu lepidla na konec nebo zvyšte počet aplikací.
6. Kombinace
Po nanesení lepidla by měla být trubka ihned vložena do objímky armatury a pootočena o 1/4 otáčky. Trubka musí být v kontaktu se spodní částí hrdla armatury. Kombinace rozhraní by měla být udržována fixovaná po dobu 20 až 30 sekund, aby se zajistilo počáteční spojení (spoj potrubních tvarovek nad DN150 je třeba upnout speciálními nástroji pro napínače a nechat déle než 15 minut). Přetečení lepidla kolem spoje potrubí a tvarovek by mělo být zřejmé. Pokud přepadové lepidlo kolem ústí náboje není připojeno, znamená to, že nanesené lepidlo je nedostatečné. V takovém případě se doporučuje zlikvidovat příslušenství a znovu sestavit rozhraní. Přebytečné lepidlo lze setřít hadrem.

Technické parametry rozpouštědlového lepidla
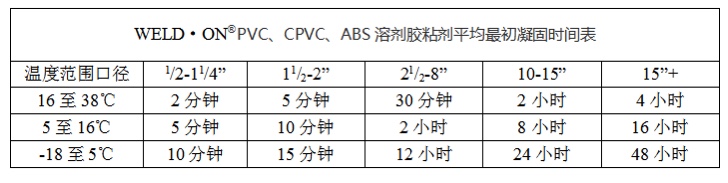
Poznámka: Počáteční doba tuhnutí se vztahuje na dobu potřebnou k tomu, aby se trubka po lepení opatrně pohybovala. Počáteční doba tuhnutí by měla být zvýšena o 50% ve vlhkém nebo vlhkém počasí.
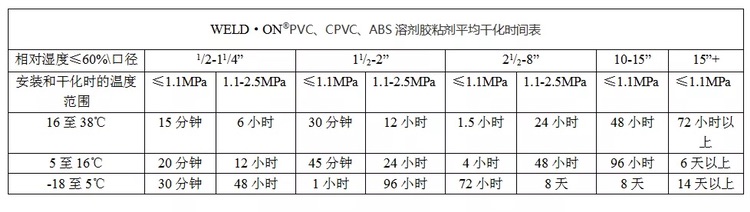
Poznámka: Doba schnutí se vztahuje k době nutné pro působení tlaku po připojení trubky a doba schnutí by měla být zvýšena o 50 % za vlhkého nebo vlhkého počasí.
Kaixin Piping Technology Co., Ltd. má různé specifikace průmyslových potrubních systémů CPVC, potrubních systémů CPVC pro studenou a horkou vodu, potrubních systémů UPVC pro průmyslové použití, potrubních systémů UPVC pro zásobování vodou, potrubních systémů PVDF pro průmyslové použití, ultračisté vody Zákaznická jednorázová služba s potrubním systémem PVDF, potrubní systém CPVC pro potrubní a protipožární systém, průmyslové potrubní systémy pro potrubí RPP, průmyslové potrubí RPP atd. armatury.
















 Sídlo: č. 539 Bohai Road, okres Beilun, město Ningbo, provincie Zhejiang, P.R. China
Sídlo: č. 539 Bohai Road, okres Beilun, město Ningbo, provincie Zhejiang, P.R. China
 +86-18067123177
+86-18067123177