
 EN
ENKaixin, high-tech společnost specializující se na výzkum a vývoj, výrobu a prodej polymerových potrubních ventilů.
V současnosti bylo mnoho technických plastů úspěšně aplikováno na mechanické díly a dosáhlo dobrých výsledků. Obtížnost vstřikování technických plastů je však poměrně velká, zvláště náchylné k zanášení formy. Co je příčinou zanášení plísní po vstřikování technických plastů a jak to řešit?

1. Tvorba okují plísní
Znečištění formy se týká jevu, při kterém se na povrchu formy ukládají nástavce (viz obrázek níže). K zanášení plísní dochází při vstřikování téměř všech termoplastů. Když musí být funkční požadavky konečného produktu smíchány se souvisejícími přísadami (jako jsou modifikátory, retardéry hoření atd.), tyto přísady pravděpodobně zůstanou na povrchu dutiny formy během procesu formování, což vede k tvorbě okují formy.
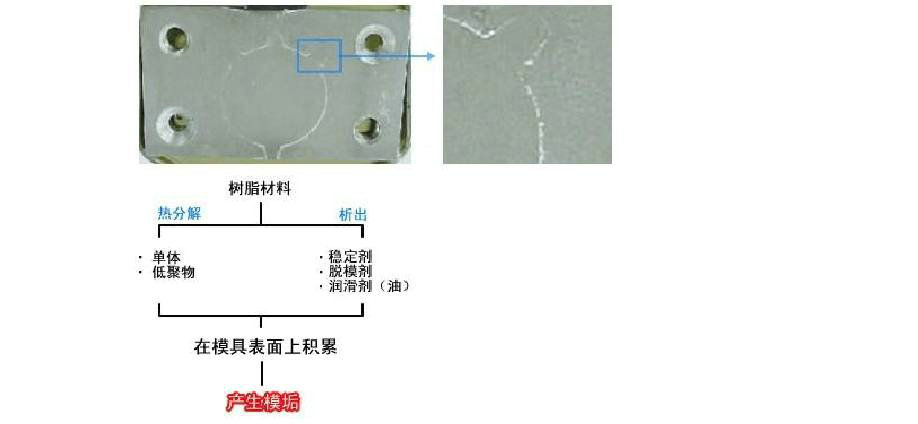
Existují i další důvody pro tvorbu plísní. Nejčastější důvody jsou následující:
▶produkty tepelného rozkladu surovin;
▶Extrémní smyková síla toku taveniny při vstřikování;
▶Nevhodný výfuk;
Znečištění plísní způsobené výše uvedeným je často kombinací různých faktorů a je velmi obtížné zjistit, co způsobuje znečištění plísní a jak tomu zabránit, a znečištění plísní se vytvoří až po několika dnech.
2. Typy okuje forem
1) Různé přísady vytvářejí specifické typy usazenin plísní. Retardér hoření bude reagovat při vysoké teplotě za vzniku rozkladu a případně výroby produktů z plísní. Pod vlivem příliš vysoké teploty nebo extrémní smykové síly se protinárazové činidlo oddělí od polymeru a zůstane na povrchu dutiny formy, aby vytvořilo okuje formy.
2) Pigment v termoplastickém technickém plastu taje při vysoké teplotě, což sníží tepelnou stabilitu formovacího materiálu, což vede ke kombinaci degradovaného polymeru a rozloženého pigmentu za vzniku okují formy.
3) Zvláště horké části formy (jako je jádro formy), modifikátory/stabilizátory a další přísady se mohou přilepit na povrch a způsobit znečištění formy. V tomto případě je třeba přijmout opatření k dosažení lepší regulace teploty formy nebo použít speciální stabilizátory.
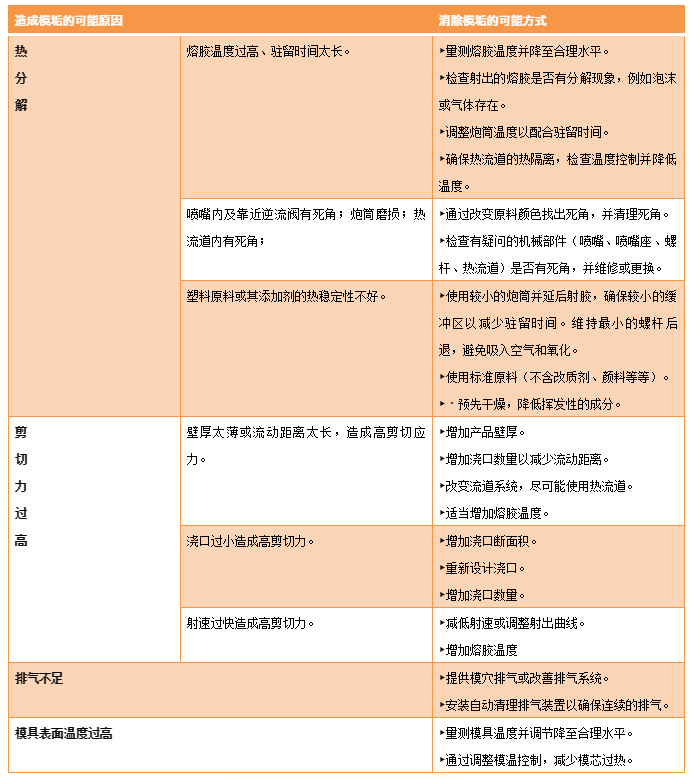
V následující tabulce jsou uvedeny možné příčiny zanášení plísní a preventivní opatření:
Za třetí, náhlý výskyt protiopatření proti zanášení plísní
Pokud dojde k znečišťování formy náhle, může to být způsobeno změnami podmínek lisování nebo výměnou různých šarží lisovacích materiálů. Následující návrhy mohou pomoci zlepšit zanášení plísní.
Nejprve změřte teplotu taveniny a vizuálně zkontrolujte, zda je tavenina rozložená (např. spálené částice). Zároveň zkontrolujte, zda nejsou formovací hmoty znečištěny cizími látkami a zda jsou použity stejné čisticí prostředky. Zkontrolujte stav výfuku formy.
Opět zkontrolujte provozní stroj: použijte barevně zbarvené formovací hmoty (kromě černé), vstřikovací stroj po cca 20 minutách vypněte, vyjměte trysku a konektor, pokud je to možné, vyjměte je šnekem, zkontrolujte, zda surovina nemá připálené částice a pokračujte v porovnání barvy suroviny, rychle zjistěte zdroj znečištění formy.
V mnoha případech byly nalezeny překvapivé příčiny defektů usazování plísní. Tato technologie je nejvhodnější pro menší vstřikovací stroje s maximálním průměrem šneku 40 mm. Eliminace zanášení plísní také jednoznačně zlepšuje kvalitu dílů při lisování jiných surovin. Výše uvedená protiopatření jsou také vhodná pro lisování se systémy horkých vtoků.
Znečištění plísní vede k vadám vzhledu vstřikovaných dílů, zejména dílů s povrchovou erozí, které lze opravit pískováním na pískovacích strojích.

Za čtvrté, údržba forem
Pokud nelze zanesení plísní odstranit pomocí všech výše uvedených opatření, je třeba posílit údržbu a údržbu formy.
Usazeniny plísní na povrchu formy se v počáteční fázi snáze odstraňují, takže dutiny forem a výfukové kanály je třeba pravidelně čistit a udržovat (například po každé dávce výroby výlisků). Pokud se forma dlouhodobě neudržuje a neudržuje, je velmi obtížné a zdlouhavé odstranit okuje formy poté, co forma vytvořila silnou vrstvu.
Mezi spreje používané pro údržbu a údržbu vstřikovacích forem patří zejména: separační prostředek, prostředek proti korozi, náprstkový olej, odstraňovač skvrn od lepidla, prostředek na čištění forem atd.
Chemické složení plísní je velmi složité a je třeba používat a zkoušet je odstranit novými metodami, jako jsou obecná rozpouštědla a různá speciální rozpouštědla, spreje do trouby a kofeinové limonády. Dalším zvláštním způsobem je použití gumy na čištění modelových drah.

5. Doporučení, jak zabránit usazování plísní
Při použití horkých vtokových forem a surovin citlivých na teplo bude doba zdržení taveniny delší, čímž se zvýší riziko rozkladu surovin a vytváření okují. Vyčistěte šroub vstřikovacího stroje.
Při tváření materiálů citlivých na smyk se používají větší žlaby a brány. Vícebodová vrata mohou snížit průtokovou vzdálenost, snížit rychlost vstřikování a snížit riziko znečištění formy.
Účinné odsávání formy může snížit možnost zanášení plísní. Ve fázi návrhu formy nastavte vhodný výfuk formy. Automatický odsávací systém nebo odsávací metoda, která dokáže snadno odstranit usazeniny plísní, je nejlepší volbou. Zlepšení výfukového systému má často za následek snížení usazenin plísní na formě.
Pokryjte povrch dutiny formy speciálním nepřilnavým povlakem, aby se zabránilo tvorbě usazenin plísní. Pro vyhodnocení účinku nátěru by měly být provedeny zkoušky.
Úprava nitridem titanu na vnitřním povrchu formy může zabránit tvorbě okují na formě.
Tento článek pochází z internetu, pouze pro učení a komunikaci, bez komerčního účelu.















 Sídlo: č. 539 Bohai Road, okres Beilun, město Ningbo, provincie Zhejiang, P.R. China
Sídlo: č. 539 Bohai Road, okres Beilun, město Ningbo, provincie Zhejiang, P.R. China
 +86-18067123177
+86-18067123177